电火花强化技术
电火花强化技术
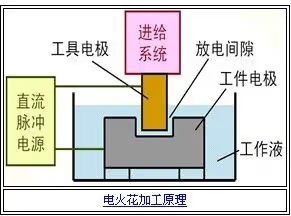
电火花强化技术(EDM)是一种利用电火花放电原理来强化金属表面的一种工艺技术。该技术是将工件和电极置于介质中,通以脉冲电流,使电极与工件之间产生电火花放电,在放电过程中产生的高温和高压使工件表面熔化并迅速凝固,形成致密的强化层。
电火花强化技术具有如下特点:
- 强化层厚度薄,一般在0.1~0.5mm之间;
- 强化层硬度高,可达HRC60以上;
- 强化层具有良好的耐磨性和抗疲劳性;
- 强化层与基体结合牢固,不会剥落;
- 强化过程无污染,对环境无害;
- 工艺操作简单,可实现自动化。
电火花强化技术广泛应用于各种金属制品的强化处理,如刀具、模具、齿轮、轴承等,可有效提高这些制品的耐磨性和抗疲劳性,延长其使用寿命。
电火花强化技术的步骤
电火花强化技术的步骤如下:
- 工件准备:将工件表面清理干净,去除油污、锈蚀等。
- 电极准备:将电极制成与工件表面相匹配的形状,并对电极进行导电处理。
- 介质准备:选择合适的介质,如水、油、气体等。
- 设备安装:将工件、电极和介质置于电火花强化设备中,并调整好电极与工件之间的间隙。
- 通电加工:通以脉冲电流,使电极与工件之间产生电火花放电。在放电过程中,工件表面会熔化并迅速凝固,形成致密的强化层。
- 加工结束:放电结束后,停止通电,取出工件。
电火花强化技术的应用
电火花强化技术广泛应用于各种金属制品的强化处理,如刀具、模具、齿轮、轴承等。可有效提高这些制品的耐磨性和抗疲劳性,延长其使用寿命。
电火花强化技术还可用于以下方面:
- 表面粗糙度控制:电火花强化技术可通过控制放电参数来控制工件表面的粗糙度。
- 表面纹理生成:电火花强化技术可通过控制电极形状来生成各种表面纹理,如网状纹理、蜂窝状纹理等。
- 微纳加工:电火花强化技术可用于加工微纳尺寸的结构和器件。
电火花强化技术的优缺点
电火花强化技术具有如下优点:
- 强化层厚度薄,一般在0.1~0.5mm之间;
- 强化层硬度高,可达HRC60以上;
- 强化层具有良好的耐磨性和抗疲劳性;
- 强化层与基体结合牢固,不会剥落;
- 强化过程无污染,对环境无害;
- 工艺操作简单,可实现自动化。
电火花强化技术也存在如下缺点:
- 加工效率较低;
- 设备成本较高;
- 对操作人员的技术要求较高。
阅读剩余
版权声明:
作者:小龙人
链接:https://www.xuexizoo.com/article/1759808063168069895.html
文章版权归作者所有,未经允许请勿转载。如有侵权,请发邮件联系管理员进行处理,邮箱地址:121671486@qq.com
作者:小龙人
链接:https://www.xuexizoo.com/article/1759808063168069895.html
文章版权归作者所有,未经允许请勿转载。如有侵权,请发邮件联系管理员进行处理,邮箱地址:121671486@qq.com
THE END